销售经理:唐 13989351008
技术经理:孙 13567474001
地址:浙江省宁波市奉化区溪口镇诚信路7号
传真:0574-88888287
邮箱:1061133938@qq.com
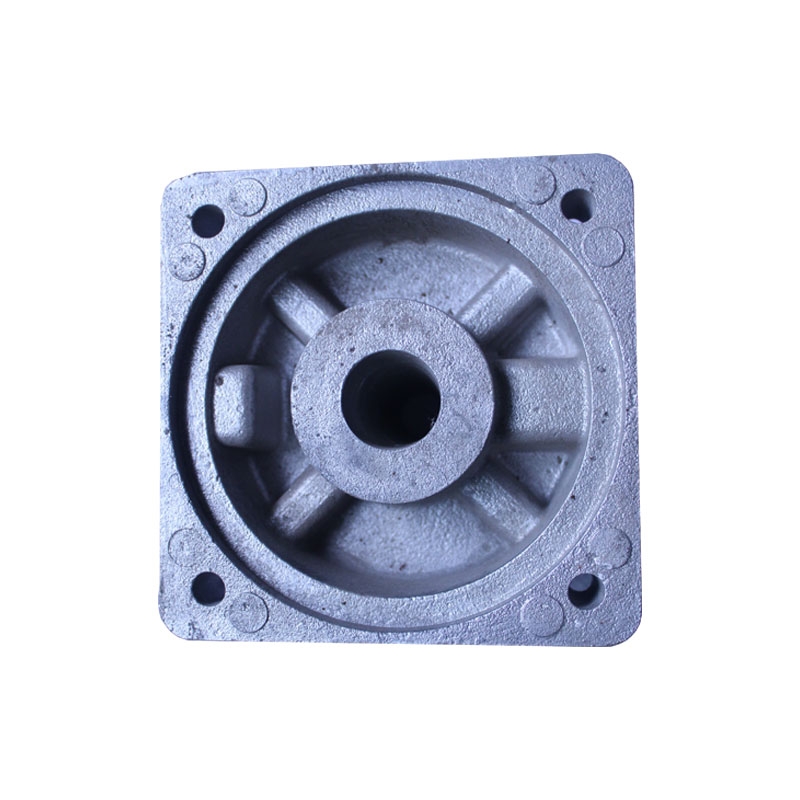
所谓的铝铸造加工工艺,简单地说是用可溶性材料加工成可溶性模具,涂几层特殊耐火涂料,干躁硬化后产生整体外壳,然后用热水或蒸汽完全熔化外壳,然后将外壳放入砂箱,填充砂形状后,可在高温烘焙后将铸造放入烘焙炉,烘焙后铸造或外壳,铸造熔融金属。
铝精密铸件尺寸精度高,一般可以达到CT4-6(砂型铸造)CT10~13,压铸为CT5~7)当然,由于熔模锻造工艺复杂,影响铸件规格精度的因素很多,如模具的收缩、熔模的变形、加热制冷过程中型壳的线量变化、合金的收缩率和铸件在凝固过程中的变形等,虽然熔模铸件的尺寸精度较高,但其一致性仍有待提高(在选择中,高温蜡铸件规格的一致性有很大提高)。
铝铸压制熔模时,选用型腔表面光洁度高的压模,因此熔模表面光洁度也较高。此外,铝砂铸件外壳由耐热特殊粘合剂和耐火材料制成的耐火涂料制成,与熔融金属直接接触的腔内表面光洁度高。因此,熔模铸件的表面光洁度高于普通铸件,一般可达到Ra.1.6~3.2μm.
铝铸造的较大优点是,由于熔模铸件具有较高的规格精度和表面光洁度,可以减少加工工作,只需在零件要求较高的位置留下一点加工余量,甚至有些铸件只需打磨抛光,不需要加工即可使用。可见,熔模铸造方法的选择可以大大节省机械设备和加工时间,大大节省金属原料。
铝铸件生产工艺在进行使用中能够锻造各种合金的复杂的铸件,特别能够铸造高温合金铸件。例如,喷气式发动机的叶片,其流线型轮廓和制冷内壁几乎不能通过机械加工工艺产生。采用熔模铸造工艺,既能实现批量生产,又能保证铸件的一致性,避免加工后残留刀纹的应力。