销售经理:唐 13989351008
技术经理:孙 13567474001
地址:浙江省宁波市奉化区溪口镇诚信路7号
传真:0574-88888287
邮箱:1061133938@qq.com
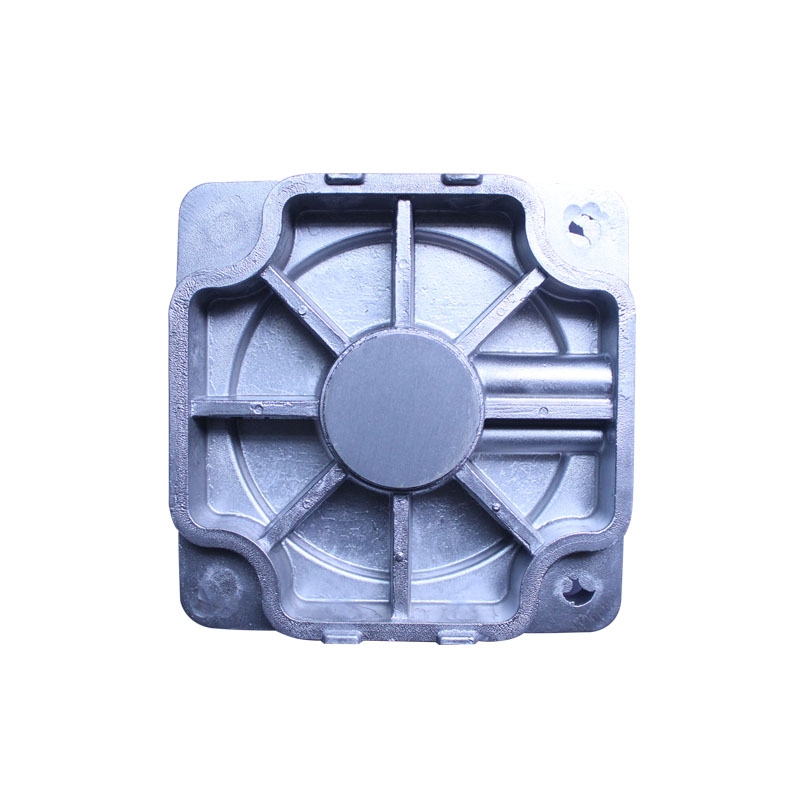
铝铸造技术性特性:
1、铝合金型材砂型、金属型铸造技术性。可生产制造大中型耐磨合金钢高品质厚壁铸件,如(1400-1800mm)×300mm,壁厚30-40mm的火箭弹用外壳框架;航空公司用高高密度的高品质铝合金型材构件规格,精度可达HB6103-86CT10-11级;车辆用前后左右桥防水套管,震动疲惫可达100万个以上。
2、铝合金型材工作压力技术性。可生产制造具备高表层质量、铝铸件气孔较比较复杂的铝合金型材压铸件,每年产量1000T以上,或品质为几十克-好几百克的零件,每年产量100千件以上;
3、铝合金型材精密铸件技术性。用以生产制造样子繁杂、精密铝铸件难以或不能机械加工制造的铝合金型材铸件。铸件规格精度可达0.2mm/50mm,外表粗糙度Ral.6-3.2mm,铸件最少壁厚1mm,部分容许0.5mm。进到21新世纪最受时兴的饰品,而在它没成形以前也是根据饰品翻砂工艺才可以生产制造出來的。“砂型铸造”时先将饰品下半型放到平面上,放砂箱填型沙紧致刮平,下型造完,将建成的饰品砂型旋转180度,放上边型,撒临床诊断剂,放上砂箱,填型沙并紧致、刮平,将上砂箱旋转180度,各自取下上、铝铸件抛光下半型,再将上型旋转180度和下型和好,饰品砂型造完,等候浇筑。这套加工工艺别名--“饰品翻砂工艺”。
在生产制造饰品砂型时,要考虑到左右砂箱如何分离才可以把木模板取下,还需要考虑到钢水从哪些地方注入,如何注满内腔便于获得高品质的铸件。砂型做成后,就可以浇筑.