销售经理:唐 13989351008
技术经理:孙 13567474001
地址:浙江省宁波市奉化区溪口镇诚信路7号
传真:0574-88888287
邮箱:1061133938@qq.com
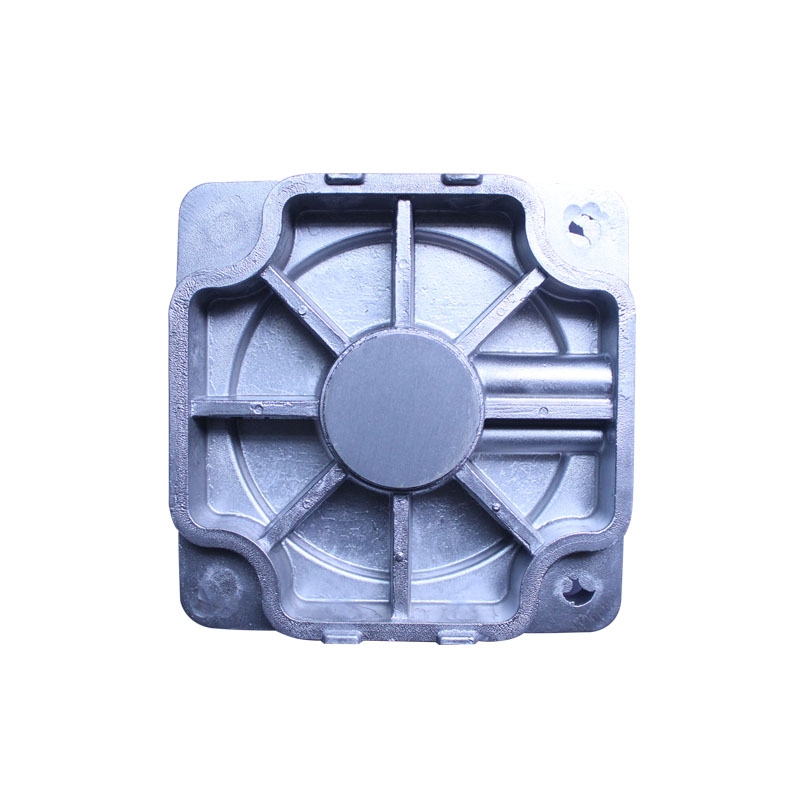
铝铸造常常会碰到空气氧化焊瘤的状况,物质绝大多数全是分散化在铝合金压铸件的外表上,也有一些是遍布在没有可以同期的拐角部位上,端口号的地区过多会呈现出淡黄色或是灰白。通过机械加工制造的情况下能看出去,铝铸件气孔可以在酸洗钝化或是酸处理的情况下寻找产生这种现象的缘故:
火炉里边的用材不足整洁,回炉料的使用量过度偏大;设计方案浇注系统软件不太有效;铝铸造铝合金饱和溶液中的渣清除的不太整洁,在开展浇注的情况下有可能会由于实际操作不标准造成渣也带上去了;精密铝铸件在变质处理后避免時间太长。
要想合理的处理这类问题,必须把握有效的标准浇注速率,铝铸件抛光尽量减少将汽体一起卷进到里边去;在芯砂里是不能掺杂有机化学物质的,那样可以减少原材料的发供气量;改进芯砂的排表作用,让铝铸造越来越更加强劲;此外还需要有效采用好的冷铁,改进浇注系统开发的缺点.
铸造缺陷缘故:
1.冒口金属型铸功效差
2.炉料含供气量过多
3.内直浇道周边超温
4.砂模水份太多,砂芯未烘干处理
5.铝合金晶体粗壮
6.铸造件在铸造模具中的位子不合理
7.浇注溫度过高,浇注速率太快
避免对策:
1.从冒口补浇金属材料液,改善冒口设计方案
2.炉料应清理耐腐蚀
3.铸造件铸造缺陷处设定冒口,放置冷铁或冷铁与冒口液质质
4.操纵型沙水份,和砂芯干躁